TRITON CUT 300 HF W (TR300)
|
Стоимость: 1434000,00 рублей
|
 |
Описание функций
Водяное охлаждение
Для охлаждения плазмотрона в процессе раскроя используется водяная система с замкнутым контуром. Для этого есть отдельный разъем, который подключается к горелке. Благодаря этому значительно снижается рабочая температура расходных материалов, особенно при работе в режиме интенсивной эксплуатации при высоких рабочих токах. Как результат увеличивается ресурс расходников, снижаются производственные затраты.
Блок поджига
Все аппараты TRITON CUT 300 HF W идут в комплекте с блоком розжига (arc ignition box), который устанавливается на передвижную консоль стола и к нему подключается резак. Современный электронный блок поджига гарантирует всегда быстрое и стабильное возбуждение дуги/факела. Стабильное бесконтактное возбуждение дуги обеспечивает высоковольтный импульс напряжения. Напряжение переменного тока поступает через источник тока в блок розжига и преобразуется в высокочастотные импульсы. При этом мгновенно преодолевается разрыв между соплом и электродом резака, инициируя возбуждение вспомогательной дуги. Данное напряжение абсолютно безопасно для оператора. Блок поджига обеспечивает высокую эффективность работ портальным консолям с высоким уровнем безопасности для оператора. За счет максимального удаления блока поджига от основной электроники станка, минимизируется влияние на чувствительные электронные компоненты ЧПУ.
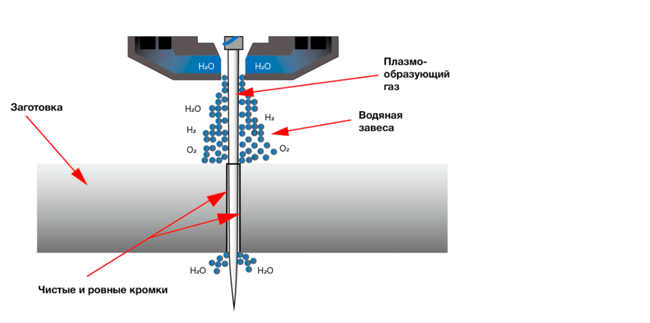
Подача воды в зону резки
Оборудование, оснащенное специальным насосом, расположенном в блоке поджига и подающим воду в зону резки, незаменимо в обработке нержавейки или алюминия. Эти станки могут обеспечить высочайшее качество линии среза - после среза не требуется дополнительная механическая обработка кромок детали. Технология основывается на специально созданной системе подачи воды под большим давлением через резак на обрабатываемую зону резки.
Технология Soft Switch и транзисторы IGBT
Силовые элементы, на которых собрана инверторная схема TRITON CUT 300 HF W (TR300) представлены мощными IGBT транзисторами немецкой марки Siemens. Кроме этого процесс коммутации силовых элементов происходит по технологии Soft Switch. Другими словами, переключение транзисторов выполняется с незначительным смещением фаз, что позволяет добиться сниженного тепловыделения и тепловых потерь. В результате достигается не только высокая стабильность цикла раскроя, но и повышается надежность и эксплуатационный ресурс силовых транзисторов.
Высокочастотный поджиг дуги
Высокочастотный поджиг дуги осуществляется с помощью создания высокочастотного электрического поля, которое возбуждает газ в сопле и приводит к образованию дуги. Этот метод является наиболее распространенным и эффективным, так как он позволяет быстро и точно поджечь дугу.
Режимы 2Т и 4Т
Работа плазматрона может выполняться в двух режимах – 2Т или 4Т. Для выполнения продолжительного раскроя металлической заготовки используется режим 4Т, при котором мощность факела поддерживается полностью автоматически после возбуждения дуги и без удержания кнопки на плазмотроне. Таким образом снижается не только нагрузка на руки резчика, но и повышается его сосредоточенность и качество раскроя. Второй режим 2Т, который применяется для проколов или непродолжительного реза позволяет добиться аккуратного раскроя полностью контролируя процесс при удержании кнопки на горелке. Благодаря этому Вы всегда можете управлять TRITON CUT 300 HF W (TR300) в любой ситуации для достижения идеального раскроя в любых условиях.
Высокая производительность
Пиковая величина раскроя в TRITON CUT 300 HF W (TR300) достигает 300 Ампер, а максимальная производительность гарантируется при работе с металлическими изделиями толщиной до 40 мм. При этом за 1 минут раскроя резчик или ЧПУ сможет проходить более 1 метра обрабатываемого металла. В результате за 1 час работы производительность может достигать 60 метров раскраиваемого металла. Максимальная толщина раскраиваемого металла достигает 60 мм. ПВ при работе с устройством на максимальном токе 300 Ампер будет составлять 100%. Таким образом достигается продолжительная работа TRITON CUT 300 HF W (TR300) без отключений. Благодаря высокотемпературной плазменной дуги, которая подается из плазмотрона под большим давлением формируется красивый качественный раскрой металлов разной марки и толщины с правильными кромками, которые не требуют доработки. Благодаря этому не только сокращаются производственные расходы, но и повышается производительность.
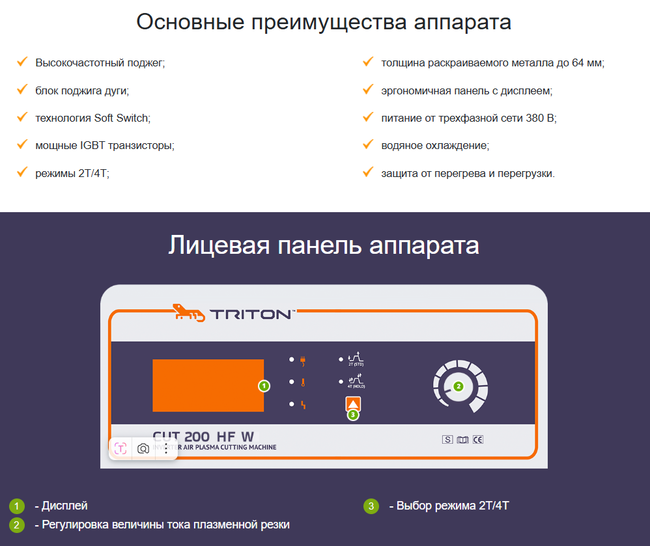
Практичность и эргономика
Для удобства подключения кабелей все разъемы выведены на фронтальную панель. Цифровой дисплей, кнопки переключения режимов и регулятор тока находятся в верхней части панели, что обеспечивает быстрый доступ к основным органам управления. Для питания устройство необходим доступ к сети 380 Вольт. Для перемещения аппарата предусмотрены рым-болты, которые позволяют перемещать источник при помощи крана. На передней панели размещены индикаторы перегрева и перегрузки. На передней панели размещены индикаторы перегрева и перегрузки.
Комплектация:
Инверторный аппарат воздушно-плазменной резки - 1 шт
Плазменный резак TR300 1,5 м - 1шт.
Блок водяного охлаждения 40л – 1шт (поставляется незаправленным)
Блок поджига - 1шт
Соединительные шланги – 1 комплект 15м
Клемма заземления в сборе – 1шт
Комплект ЗИП – 1шт
Фильтр-регулятор с манометром – 2шт
Руководство по эксплуатации – 1шт
Гарантийный талон – 1шт
Характеристики TRITON CUT 300 HF W (TR300)
-
Артикул
TCT300HFWTR300
-
Входное напряжение
380 B
-
Напряжение Холостого Хода
430 В
-
Входная мощность
75 кВа
-
ПВ на максимальном токе
100 %
-
Ток резки
20-300 А
-
Максимальный ток резки при ПВ 100%
300 А
-
Качественный рез при скорости 1000мм/мин
40 мм
-
Толщина реза на пробой (углеродистая сталь)
45 мм
-
Рабочие пределы давления
5.50 - 7 бар
-
Габаритные размеры источника (Д*Ш*В)
800x580x900 мм
-
Вес источника
151 кг
-
Максимальная толщина реза с края
60 мм
|